




Станок для гибки арматуры RIGEL GW 52B
Станок для гибки арматуры RIGEL GW 52В

Станок для гибки арматуры GW 52В Rigel применяется
- на заводах ЖБИ,
- домостроительных комбинатах,
- на строительных объектах
- при производстве железобетонных конструкций,
предназначен для для холодной гибки арматурной стали круглого, квадратного сечения, полосы и сортового проката. Уверенная работа с наиболее востребованными диаметрами арматуры в различных условиях и соотношение 'цена-качество' сделали станок для гибки арматуры торговой марки Rigel наиболее популярным в своем классе, несмотря на то что он новичок на рынке.
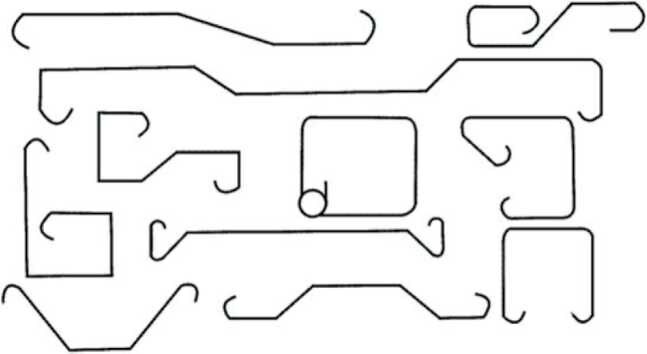
Данный станок для гибки арматуры GW 52В Rigel позволяет придать арматуре разнообразную форму, необходимую для конкретного этапа производства. Ниже на рисунке представлены возможные формы изгиба изделий).
ХАРАКТЕРИСТИКИ СТАНКА ДЛЯ ГИБКИ АРМАТУРЫ Rigel GW 52В
Свойства, (Ед. изм.) |
GW 52B |
|
Минимальный Ø арматуры Класс А1/А2 (мм) |
6 |
|
Минимальный Ø арматуры Класс А3/А4 (мм) |
6 |
|
Максимальный Ø арматуры Класс А1/А2 (мм) |
45 |
|
Максимальный Ø арматуры Класс А3/А4 (мм) |
38 |
|
Электродвигатель, (кВТ) |
4 |
|
Количество оборотов, (Об/мин) |
10 |
|
Напряжение, (В) |
380 |
|
Габаритные размеры ШхВхГ, (мм) |
1090х870х850 |
|
Масса станка, (кг) |
360 |
ПРЕИМУЩЕСТВА СТАНКА ДЛЯ ГИБКИ АРМАТУРЫ Rigel GW 52В
простота в управлении;
компактность (оптимальный вес и габариты);
минимальное техническое облуживание;
повышенная работоспособность и износостойкость.
КОНСТРУКЦИЯ СТАНКА ДЛЯ ГИБКИ АРМАТУРЫ GW 52В Rigel
1. Диск поворотный
2. Рейки гибки арматуры
3. Ролики подачи арматуры
4. Корпус станка
5. Панель управления
6. Дверца станка
7. Транспортировочные колеса
8. Редуктор
9. Электрический двигатель
10. Набор гибочных приспособлений
ПОДРОБНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Модель |
Мощность, 380В, 50Гц, кВт |
Скорость вращения рабочего диска, об/мин |
Класс арматуры ГОСТ |
Габариты ДхШхВ в упаковке, мм |
Вес брутто, кг |
||||||||
А-I (А240) |
А-III (А400) |
А-500С |
|||||||||||
кол-во прутков при единовременной гибке, шт. |
|||||||||||||
1 |
2 |
3 |
1 |
2 |
3 |
1 |
2 |
3 |
|||||
максимально допустимый ø, арматуры, мм |
|||||||||||||
GW42 |
3 |
12 |
42/32 |
28/25 |
24/22 |
30/26 |
24/22 |
20/18 |
28/24 |
22/18 |
22/18 |
920x860x840 |
320 |
СМАЗКА МАСЛО ДЛЯ СТАНКА ДЛЯ ГИБКИ АРМАТУРЫ GW 42В Rigel
Станок для гибки арматуры поставляется без масла, залейте в редуктор индустриальное масло (10 л). Первая смена масла в редукторе станка производится после первых 60 часов работы, далее каждые 6 месяцев. Рекомендуется менять масло при работе в зимний период.
ТАБЛИЦА РЕКОМЕНДУЕМЫХ МАСЕЛ ДЛЯ СТАНКА ДЛЯ ГИБКИ АРМАТУРЫ GW 52В Rigel
|
Марка |
Температура воздуха |
||
|
-10 |
+ 20 |
+ 20 |
|
ROL OIL |
EP 320 |
EP460 |
EP 680 |
MOBIL |
MOBIL GEAR 632 |
MOBIL GEAR 634 |
MOBIL GEAR 636 |
ESSO |
SPARTAN EP 320 |
SPARTAN EP 460 |
SPARTAN EP 680 |
SHELL |
OMALA 320 |
OMALA 460 |
OMALA 680 |
Отечественное |
ИТД 150 |
ИТД 220 |
ИТД 320 |
ПРИНЦИП РАБОТЫ СТАНОК ДЛЯ ГИБКИ АРМАТУРЫ GW 52В Rigel
Процесс гибки арматуры на станке GW 42В Rigel происходит вокруг оси вращения поворотного диска. Поворотный диск приводится во вращение при помощи электромотора и редуктора. Гибка производится как в ручном, так и автоматическом режиме.
Требуемый радиус, форма и углы изгиба арматуры достигаются путем выбора определенных втулок и углов поворота диска.
Ниже представлены возможные формы изгиба изделий, необходимые для конкретного этапа производства, которые станок для гибки арматуры GW 52В Rigel позволяет придать арматуре
НАЧАЛО РАБОТЫ СО СТАНКОМ ДЛЯ ГИБКИ АРМАТУРЫ GW 52В Rigel
Подключение станка для гибки арматуры к электросети должен производить квалифицированный электрик.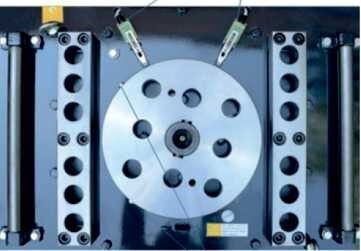
Перед началом эксплуатации следует провести тщательную проверку станка, а также ознакомиться со способом эксплуатации и с техникой безопасности.
Начинать работу следует после пробного запуска. При этом первый пуск должен происходить без гибочных приспособлений и арматуры на рабочем столе (Рисунок №1. Рабочий стол).
Внимание! Во избежание несчастных случаев запрещено открывать дверцы или производить наладку оборудования во время его работы.
Внимание! Перед каждой наладкой, а также при смене оператора необходимо проверить станок пробным пуском без установки гибочных приспособлений и загрузки арматуры на рабочий стол.
РУЧНОЙ РЕЖИМ
Внимание! Педаль используется только в автоматическом режиме.
1. Очистите рабочую поверхность, уберите все детали, включая арматуру и гибочные приспособления.
ПАНЕЛЬ УПРАВЛЕНИЯ СТАНКА ДЛЯ ГИБКИ АРМАТУРЫ GW 42В Rigel

2. Необходимо перевести станок в ручной режим (4),
3. Привести во вращение диск поворотный кнопками вращения по часовой стрелке (2) и против часовой стрелки (3).
Таблица №2. Панель управления
|
№ |
1 |
2 |
3 |
4 |
5 |
Название |
Кнопка Аварийной остановки |
Кнопка вращения рабочего диска по часовой стрелке |
Кнопка вращения рабочего диска против часовой стрелки |
Тумблер режима работы |
Переключатель фаз вращения |
Назначение |
При нажатии происходит отключение станка |
В ручном режиме вращает диск по часовой стрелке, в автоматическом запускает режим |
В ручном режиме вращает диск против часовой стрелки, в автоматическом возвращает диск в начальное положение |
Переключение режима: MAN - ручной режим, AUT - автоматический режим |
0-станок выключен. 1-вращение по часовой. 2-вращение против |
Станок для гибки арматуры позволяет придать арматуре разнообразную форму, необходимую для конкретного этапа производства
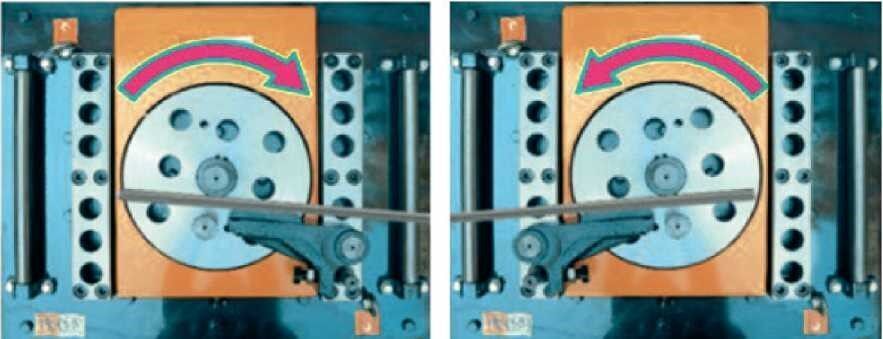
4. В соответствии с направлением подачи арматуры установите необходимые гибочные приспособления на рабочий стол, как изображено ниже справа или слева.
 |
|
| Рисунке №3. Подача арматуры справа | Рисунке №4. Подача арматуры слева. |
Внимание! Во избежание несчастных случаев запрещено открывать дверцы или производить наладку оборудования во время его работы.
Внимание! Во избежание вытяжки арматуры рекомендуется использовать обкатные ролики как на центральном, так и на периферийных пальцах
5. Установите арматуру между упором и обкатными роликами, при этом зазор между арматурой и роликами должен быть 2 мм.
6. Диск поворотный приводится во вращение путем управления кнопками вращения по часовой стрелке (2) и против часовой стрелки (3).
7. Угол изгиба в ручном режиме регулируется кнопками вращения по часовой стрелке (2) и против часовой стрелки (3).
АВТОМАТИЧЕСКИЙ РЕЖИМ
1. Необходимо перевести станок в автоматический режим (4), Таблица №2. Панель управления.
2. Очистите рабочую поверхность, уберите все детали, включая арматуру и гибочные приспособления.
3. Установите тумблер режима работы (4) в автоматический режим (AUT), а переключатель фаз (5) в положение 1 (по часовой стрелке). Проверьте наличие штифта на рабочем диске.
4. Нажмите и отпустите кнопку вращения диска по часовой стрелке (3) или педаль. Рабочий диск должен начать вращаться по часовой стрелке. При этом нужно держать руку на кнопке аварийной остановки станка.
5. Если концевой выключатель возврата не сработал, немедленно остановите станок.
6. Как только штифт достигнет выключателя возврата, диск должен начать вращаться в обратную сторону, пока не вернется в исходное положение.
7. Регулировка угла загиба осуществляется перемещением штифта относительно концевого выключателя
КОМПЛЕКТАЦИЯ СТАНОК ДЛЯ ГИБКИ АРМАТУРЫ
В комплект поставки входит:
- ножная педаль,
- набор гибочных приспособлений,
- упор,
- инструкция.
Гарантия на станок 1 год. Станок соответствует техническому регламенту Таможенного союза (декларация ЕАС). Гарантийное обслуживание. Склад запасных частей.
ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
Транспортировка
Транспортировка данного станка для гибки арматуры в упаковке изготовителя может перевозиться транспортом любого вида, обеспечивающим сохранность оборудования от повреждений. При транспортировки должна быть обеспечена защита упаковки от прямого попадания атмосферных осадков (снег, дождь).
Хранение
Хранение данного оборудования рекомендуется в сухом закрытом помещении, где не должно быть пыли, паров кислот и щелочей, вызывающих коррозию металла.
Все открытые части станка необходимо смазать антикоррозийными материалами. Ремни приводные должны быть ослаблены.
ПРЕИМУЩЕСТВА КОМПАНИИ «КОМПЛЕКСНЫЕ ПОСТАВКИ»:
- товары всегда в наличии;
- быстрая доставка станков по цене ниже, чем у производителя;
- бесплатное обслуживание в течение гарантийного срока и при обнаружении дефекта;
- плановое техническое обслуживание, стоимость которого зависит от выполненных работ;
- оплата с учетом НДС.
Мы рассчитаем стоимость заказа с учетом доставки и действующих акций, проконсультируем вас по всем вопросам. Звоните нашим менеджерам!
Другие товары от компании Комплексные поставки
пн-пт 9:00-18:00, перерыв: 13:00-14:00
пн-пт 9:00-18:00, без перерыва
Еще время работысб, вс выходной
пн-пт 9:00-18:00, перерыв: 13:00-14:00