






Проволока сварочная нержавеющая 0.8 мм 12х18н10т
Проволоку как присадочный материал используют в процессах полуавтоматической и автоматической сварки. Ее подают в зону проплавления через специальный механизм, расположенный внутри сварочной горелки, или вручную. В любом случае подача должна быть строго дозированной, со стабильной скоростью перемещения – чтобы металл успел перейти в жидкое состояние, равномерно заполняя полость шва.

Общий вид сварочной проволоки для полуавтоматов
Сварочную проволоку диаметром 0,8 мм используют в процессах, где необходимо обеспечить минимальное термическое воздействие на соединяемые детали. Это актуально для приварки тонкостенных изделий: сильфонных компенсаторов, втулок и обечаек. На проплавление материала малого сечения потребуется меньше мощности, а сама зона нагрева будет строго локализована.
В производстве такой сварочной проволоки руководствуются требованиями ГОСТ 2246-70. Стандарт устанавливает деление по химическому составу – на низкоуглеродистые, легированные и высоколегированные стали. Весь спектр продукции можно использовать как для сварки, так и для наплавки.
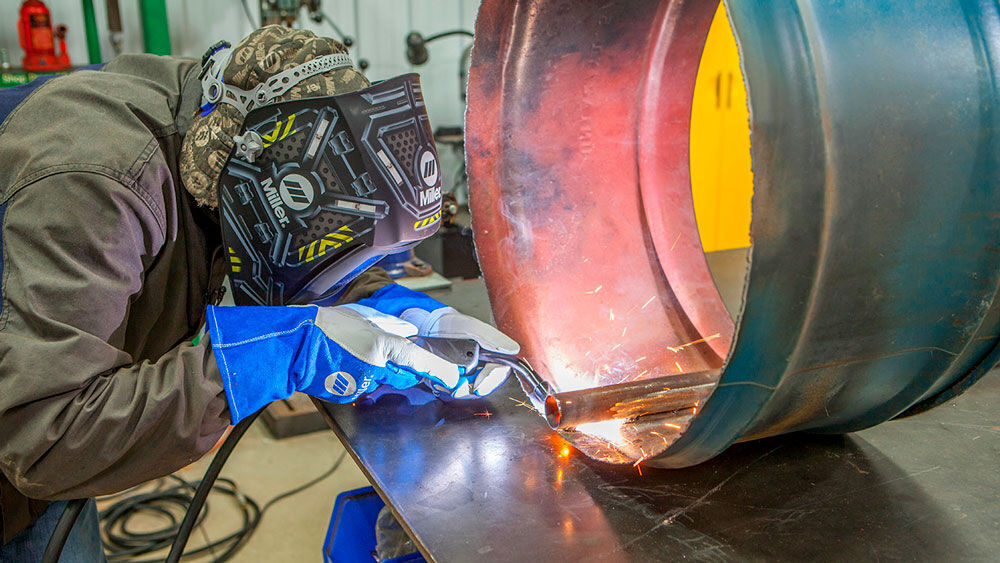
Сварка тонкостенной обечайки полуавтоматом
Исходную сталь для последующей прокатки и волочения проволоки получают электрошлаковым или вакуумнодуговым переплавом, а также выплавкой в вакуумных индукционных печах. Отход от привычной конвертерной плавки объясняется тем, что в сварочных материалах более жестко нормируется содержание нежелательных примесей и газов.
Нержавеющая сталь – один из видов сырья, использующегося при производстве проволоки для полуавтоматической сварки в среде защитного газа. Продукция, технические условия изготовления которой оговорены ГОСТ 18143-72, имеет сечение 0.3-7.5 мм. Категории проволоки:
- холоднотянутая;
- оксидированная;
- светлая;
- термически обработанная.
Точность изготовления: нормальная (Н), повышенная (П).

Катушки нержавеющей сварочной проволоки
Степень овальности: не более половины поля допуска по диаметру. Термически обработанная (отожжённая) проволока изготавливается в двух классах пластичности – 1-м и 2-м. Форма выпуска: мотки, катушки. Наиболее распространённая марка коррозионностойкой стали для полуавтоматической сварки металлов: AISi 304. Жаропрочный прокат не боится коррозии, устойчив к износу.

Цех по производству нержавеющего проволочного проката
В процессе проведения сварочных работ на электродуговых установках применяются две методики подачи присадочного материала в сварочную ванну – импульсная и непрерывная. При необходимости получения швов с повышенным показателем прочности используется проволочный прокат, легированный молибденом и кремнием.
- Сварочная проволока:
- 0.8 мм
- в катушках
- СВ12Х18Н10Т
- омедненная
- нержавеющая
- для нержавеющих сталей
- 0.8 кг
Другие товары от компании РосТехСталь Москва
пн-вс 8:00-18:00
Еще время работысб, вс выходной
пн-пт 8:00-18:00
Еще время работысб, вс выходной
пн-пт 8:00-18:00
Еще время работысб, вс выходной
пн-пт 8:00-18:00
Еще время работысб, вс выходной
пн-пт 8:00-18:00
Еще время работысб, вс выходной
пн-пт 8:00-18:00
Еще время работысб, вс выходной
пн-вс 8:00-18:00
Еще время работысб, вс выходной
пн-пт 8:00-18:00
Еще время работысб, вс выходной
пн-пт 8:00-18:00
Еще время работысб, вс выходной
пн-пт 8:00-18:00
Еще время работысб, вс выходной
пн-пт 8:00-18:00
Еще время работысб, вс выходной
пн-пт 8:00-18:00
Еще время работысб, вс выходной